
本文来自微信公众号:正解局(ID:zhengjieclub),作者:正解局,头图来自:视觉中国
C919首航成功后,已经开启常态化运营。
围绕C919国产化率的争论,一直不绝于耳。
在很多人看来,中国不过是造了一个框架和壳子。
那么问题来了,大飞机的框架和壳子,造起来很容易吗?
中国大飞机的脊梁,是如何炼成的?
一、关键部件
C919最大起飞重量达72吨。
这么一个庞然大物,起飞不容易,降落也不容易。
整个飞机的结构,无疑是安全的根本所在。
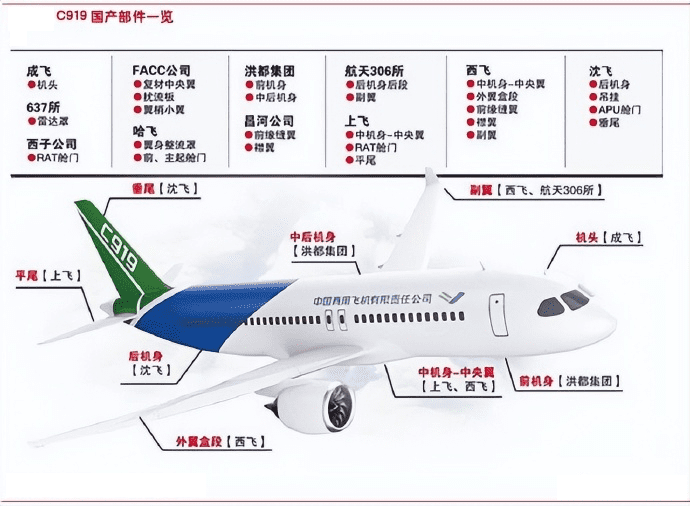
C919的国产部件一览
这里,介绍一下大飞机的几个关键部件:
一是起落架。
起落架,相当于大飞机的腿,是起飞、着陆、滑跑、地面移动和停放所必需的支持系统。
这条腿,不仅要支撑起最高达数百吨的重量,还要在飞机降落时吸收巨大的冲击力。
二是翼梁。
机翼是飞机的翅膀,翼梁则是机翼承受弯矩的唯一构件。
翼梁一般由上、下缘条和腹板组成,要能承受极大的拉力和压力。
三是发动机吊挂。
顾名思义,发动机吊挂是用来挂发动机的。
通过这个挂件,发动机将推力传递到机翼,进而推动飞机起飞。
要想支撑大飞机数万小时的安全飞行,每一个部件对强度、刚度的要求都极高。
此外,现在的大飞机,设计上追求轻量化。
如何在减轻重量的同时,满足强度、刚度的标准?
关键是制造工艺。
最开始,飞机采取的是拼接组装的方式。
以起落架外筒为例,外筒的筒体分为多个部分锻造以后,再焊接为一体,外筒与斜撑杆、横梁也是分开制造后,再组装到一起。
拼接终究是拼接的,远不如一体的坚固。
特别是连接部位,往往需要额外的加强设计,这也增加了构架的重量。
1940年代,德国战机采用了整体锻造技术,大大提高了战斗机的整体性能。
自此,整体锻造技术成为航空产业的关键。
民用大飞机,因为体积大,所用的部件也更大,采用的是更新的一种技术:大型模锻。
模锻,全称为模型锻造,与自由锻相对应。
以制作一块带花纹的月饼为例,自由锻技术,只能上下左右挤压,制作出一块饼坯,花纹还要另行雕刻。
模型锻造,将材料放进模具内压制而成,直接能制造出带花纹的模具。
如果说,自由锻需要千锤百炼,那么,模锻压机就是一锤定型。
据此可以看出,整体模锻技术,既可以提高构件的强度和刚度,也能提高生产效率和材料利用率,进而节约了成本。
模锻技术的原理不复杂,难就难在大飞机的部件体积大,需要的模锻压机压力值必须在4.5万吨以上。
这样的大型模锻压机,全球只有7台。
二、大型模锻
大型模锻压机,制造难度极大,是当之无愧的“大国重器”。
4.5万吨以上的大型模锻压机,全球只有7台。
其中,美国拥有2台4.5万吨级别的大型模锻压机,俄罗斯拥有2台7.5万吨级别的大型模锻压机,法国拥有1台6.5万吨级别的大型模锻压机,德国拥有1台6万吨级别的大型模锻压机(美国制造)。
剩下的1台,来自中国。
中国的这台大型模锻压机为8万吨,压机尺寸、整体质量和最大单件重量均为世界之首。
大型模锻压机,全球只有俄罗斯、美国、中国、欧盟有能力制造,这与世界航空制造业的格局是一致的。
实际上,大型模锻压机的诞生,就是为航空工业服务的。
1934年,德国研制成功7000吨模锻液压机。
1942年,美国大规模制造中小型模锻压机,加速生产二战亟需的战斗机。
1957年至1961年,苏联建造了两台7.5万吨级模锻压机,并在此后几十年内成为这一方面的霸主。
中国最早的锻压机,是从苏联进口的。
1967年,中国第一重型机器厂建成3万吨级模锻水压机。
这一模锻压机不仅创下亚洲最大纪录,还一举扭转了主要航空模锻件完全依赖进口的被动局面。
3万吨级别的模锻压机,用于制造战斗机绰绰有余,但拿来制造大飞机就捉襟见肘了。
1970年代,为了研制运10项目,中国同步研发6.5吨大型模锻压机。
但该项目因经费、技术储备不足等原因而夭折。
2007年2月,国务院批准大型飞机研制重大科技专项正式立项。
也正是在这一年,国务院批准8万吨大型模锻压机立项。
5年磨一剑。
2012年,中国二重成功研发出8万吨模锻压机,并于次年正式投入试生产。
8万吨大型模锻压机,堪称一台巨无霸。
这台装备,地上高27米,地下15米,总高42米,设备总重2.2万吨,仅单个零件超过75吨的就有68个,液压缸驱动的活动横梁上下运动可施加高达8万吨的压力。
有了这台装备,大飞机关键部件的制作,就犹如“做月饼”一样简单。
C919飞机起落架的主起外筒,宽1.2米,高2.8米,重达1.6吨。
如此大的部件,大型模锻压机锻压成型只需要几秒。
据统计,C919大飞机起落架、上下缘条、发动机吊挂、垂尾等130余项锻造件都由中国二重制造。
其中的关键部件,又离不开8万吨大型模锻压机。
三、德阳制造
值得一提的是,中国二重位于四川德阳。
航空模锻件是飞机的钢筋铁骨,是C919的脊梁。
大型模锻技术买不来、买不到,只能自主创新。
可以说,四川德阳撑起了中国大飞机的脊梁。
德阳,位于四川省成都平原东北部,毗邻省会成都。
这里的人口不到400万,2022年GDP不到3000亿,是一个典型的三线城市。

德阳所处区位图
别看德阳不大起眼,却是赫赫有名的“重装之都”,是国内首个“中国重大技术装备制造业基地”。
具体来说,德阳制造了:
全国30%的火电机组,40%的水电机组,60%的核电机组,16%的风电机组;
全国50%的大型轧钢设备和大型电站铸锻件;
年产量世界第一的发电设备;
出口规模全国第一的油气钻采装备。
除了8万吨的大型模锻压机,德阳还成功研制了“华龙一号”、白鹤滩百万千瓦水电机组、50兆瓦重型燃机等一批“国之重器”。
德阳的装备制造,为何如此厉害?
答案是,三线建设。
上世纪60年代,为了加强以国防为中心的战略大后方,中国启动了“三线建设”。
三线建设历经3个五年计划时期,涵盖13个省、自治区,中国共投入2050余亿元资金,建设了数千个项目。
德阳,正是三线建设的重点区域,这里陆续建成了20个大中型企业和职业技术院校。
其中,就包括了中国二重、东方电机、东方电工等重型装备制造企业。
德阳也因此实现了从农业小县城向新型重工业城市的“蝶变”。
三线建设,像是国家的一次“输血”,并不能让德阳获得永久的“动力”。
特别是随着市场竞争日益激烈,与不少老工业基地一样,德阳也面临着发展动力不足的问题。
如何转型,德阳一直在探索。
一是要靠技术创新。
德阳的重装企业,没有躺在功劳簿上吃老本。
中国二重研发的8万吨大型模锻压机,便是典型案例。
8万吨大型模锻压机,不仅让德阳又添“大国重器”,还满足了中国航空、舰船、航天、核工业等行业对高性能模锻产品的需求。
除了C919外,大型模锻压机还为波音787和空客A320提供起落架锻件。
技术创新,带来的经济效益也是可观的。
按570架订单计算,中国二重为C919提供的一系列锻件就能实现60亿元左右的总收益。
二是要产业转型。
企业要创新,产业要转型。
在“双碳”目标的大背景下,德阳的传统能源装备产业正在向清洁能源装备制造产业转型。
作为世界清洁能源装备大会的永久会址,德阳已经形成了“源网荷储”全产业链,具备水电、火电、核电、气电、风电、太阳能发电“六电并举”的研制能力。
2022年,德阳市清洁能源装备的产值达650亿元,到2035年,这一产值预计将突破3000亿元。
工业老城,正在焕发新机!
本文来自微信公众号:正解局(ID:zhengjieclub),作者:正解局