
本文来自微信公众号:果壳硬科技 (ID:guokr233),作者:陈闷雷,编辑:李拓,题图来自:《旺达·幻视》
一场全球性的氢能军备竞赛已经开始。
随着风光电等可再生能源的快速发展和消纳需求,加上地域冲突引发的全新能源安全需求,氢能成了全球各国重点关注的能源载体。
本文中,我们将直接切入氢气生产的关键设备——电解槽的具体技术路线,并在之后进一步聚焦其中最重要的核心部件之一——隔膜及其发展趋势。
一、电解制氢四条路
现阶段的制氢路线可大致分为三种:工业副产氢、化石燃料制氢、电解水制氢。
工业副产氢,是指氢作为副产物,产生于其它工业生产过程中。但显而易见,以这种方式获取的氢气,不可能支持将之发展为一种能源载体,其产能完全不可控,也无法真正实现产业化。
化石燃料制氢,则是以煤或天然气作为原料生产氢气,工艺成熟且成本低,是目前最主要的制氢方式。该方式存在碳排放,不符合碳中和目标,不能作为支撑氢能产业的生产工艺。
若辅以碳捕捉和收集技术,以零排放生产的氢,就是蓝氢。该模式的问题是企业需要承担大量额外成本,不够经济,且蓝氢本质上并未脱离化石燃料,没有根本问题。难怪连在排放问题上相当激进的德国都会称这一路线“令人困惑”。
电解水制氢在当下氢气生产结构中占比低,但受到全球能源行业的广泛关注。电解水制氢原料易得,生产过程不产生额外碳排放,契合双碳目标;氢能与当前全球范围内风电、光伏装机量快速增长的大背景相匹配,极为廉价的电力大幅降低制氢能源成本,消纳绿电的能力也符合可再生能源产业需求,是能源转型趋势下的理想能源载体。如今全球制氢产业呈快速发展态势,在交通领域外的储能、工业生产(如炼钢)等行业,也被许多国家纳入发展规划、设定了相应的发展目标,已经成为能源产业发展方向之一。
数据显示,截至2022年年底全球氢能领域的直接投资额近2500亿美元,而据国际氢能委员会预测,到2030年该投资总额将升至5000亿美元 [1]。
在国内,有2022年3月出台由国家能源局联合印发的《氢能产业发展中长期规划(2021-2035年)》,制定了行业的发展目标。而仅2023年1~2月,已公开招标电解槽的绿氢项目共8个,合计电解槽招标量达763.5MW,同比增长近3倍,已经超过2022年国内电解槽出货量(近750MW)[2]。虽说招标量和出货量不完全可比,但全年的出货量增长,也只是能有多快的问题。
其它可再生能源制氢,如生物制氢、光分解制氢等新兴技术路线,由于成熟度很低,距离商业化还比较遥远,不做展开讨论。
当前主要电解制氢技术有4种,分别为:碱性电解制氢(alkaline water electrolysis,AWE)、阴离子交换膜电解(anion exchange membrane electrolysis,AEM)、质子膜电解制氢(proton exchange membrane electrolysis,PEM),以及固体氧化物基电解制氢(solid oxide electrolysis cells,SOEC)[3][4][5]:

碱性电解制氢:AWE以碱性水溶液为电解质,主要采用PPS膜(聚苯硫醚)作为隔膜,在直流电的作用下,将水电解生成氢气和氧气,是当前最成熟、商业化水平最高、应用最为广泛的制氢技术,也是当前氢能产业的首选技术路线。我们在前文提到,2023年前两个月的电解槽招标量就已超过2022年的全年出货量,这些电解槽就全部是碱性电解槽。AWE技术的优势在于成本友好,操作简单,设备使用寿命长,工艺成熟,单台设备产能高,且国产化率高,国产设备已达国际领先水平。该路线的缺陷是设备体积大,需要更大场地;绝对能量效率明显低于其他技术路线;由于反应过程涉及碱性溶液,存在一定腐蚀性,需要维护设备。AWE最突出的缺点是因部分生产环节的特征导致设备响应速度慢,无法快速启停,制氢速度难以调节,不适应波动性强的电源,换言之就是难以配合风电与光伏等可再生能源。
阴离子交换膜电解制氢:AEM是针对AWE缺陷开发的制备工艺。设备采用阴离子交换膜作隔膜,以纯水或弱碱液为电解质,可实现OH-从阴极到阳极的转运。该技术成本较低,且隔膜兼具良好的气密性、稳定性和低电阻性,能够配合非贵金属催化剂实现高电导率和大电流密度,且可缓解AWE的串气问题,是AWE可能的改进方案之一。其缺点是离子电导率低、高温稳定性差,需进一步研究开发高效稳定的隔膜及适配的高性能催化剂。AEM现阶段的技术成熟度在四条路线里最低,仍在实验室研发阶段。
质子膜电解制氢:PEM以高分子聚合物质子交换膜替代了碱性电解槽中的隔膜和液态电解质,直接分解纯水,被视为有望取代AWE的下一代制氢技术,已经在一些国家实现初步商业化。PEM的优势在于设备体积小,效率高,制得氢气纯度高,且响应速度快,能够适应可再生能源波动大的特征,很适合参与电网负载调控。PEM的缺陷在于设备寿命一般,对水质要求更高,导致原料供应难度升高,单设备产能远不及AWE路线;目前核心的质子膜被国外企业掌控,国产化率低的风险也不容忽视。PEM最突出的问题在于非常昂贵,催化剂大量使用铂等贵金属,设备成本甚至可达AWE路线的3~5倍,不够经济,过高的成本甚至导致部分国家为尽快实现大规模生产而转向AWE路线。
固体氧化物电解水制氢:SOEC采用固态氧化物作电解质,在700~1000摄氏度的高温环境下,混有少量氢气的水蒸气从阴极进入,在阴极发生电解反应分解成H2和O2-,O2-通过电解质层到达阳极,在阳极失去电子生成O2。SOEC在电解器件设计和工作条件方面与前文制氢技术区别明显,优势在于能量效率显著高于AWE和PEM,可达90%以上,但技术成熟度低,尚不具备商业化条件,目前处于初步示范阶段。
市场方面,我国是全球最大的氢生产国,也是最大的电解槽设备制造国。当然,现阶段的氢并不作为能源载体存在,而是一种工业原料,广泛用于炼油、合成氨、合成甲醇、炼钢等。
国际能源署统计显示,2021年全球氢气产能约为9400万吨;国内产量约为3300万吨 [6][7]。不过全球氢气供应主要由化石燃料重整制得,会产生大量碳排放,并不清洁。这意味着结合双碳目标,即使不把氢气视为一种燃料,电解水制氢也有替代机会与商业化场景,不必将视角局限在氢能行业。
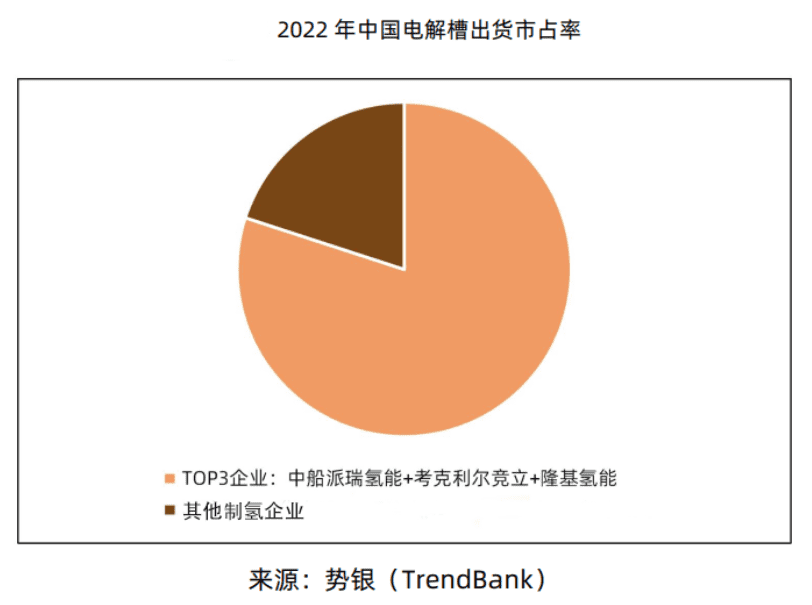
根据《中国氢能与燃料电池产业年度蓝皮书(2022)》,2022年全球电解槽市场出货量达到1GW ,中国电解槽总出货量超过800MW,同比增长129%以上,全球占比超过80%;碱性电解槽占据绝对主导地位,年出货量为776MW;出货量前三名的制氢设备厂商分别为:考克利尔竞立、中船派瑞氢能、隆基氢能。其中隆基氢能仅用一年时间就从前五名开外上升至第三 [8][9]。
二、碱性电解槽:成熟的魅力
AWE电解槽能得到市场的青睐不难理解。技术成熟、成本低廉从来都是工业生产最为喜欢的特质。
![图片来源:碳中和背景下先进制氢原理与技术研究进展<sup>[5]</sup><br>](https://i.aiapi.me/h/2023/03/28/Mar_28_2023_23_48_41_10875342024162843.png)
作为一项历史超过一个世纪的技术,AWE路线如今的产业成熟与国产化水平都已经很高,通过优化设备实现降本的空间虽然还在,但效果不会特别突出,这与设备成本居高不下的PEM路线十分不同。碱性电解槽当前的核心降本逻辑已经进入追求规模化效应摊薄成本的阶段,其典型表现就是设备越来越大,单槽产能1000Nm³/h基本已成标配,中船派瑞在2022年12月更是推出了单体产氢量2000Nm³/h的“巨无霸”[10]。
除了规模化效应,AWE的制备技术上也有提升空间。
首先就是针对核心部件——隔膜的升级。目前,设备制造商正在由传统的PPS膜转向综合性能更优的复合隔膜。
一些复合隔膜专注于提高AWE的能量利用率。BloombergNEF数据显示,一些复合隔膜可将能量效率提高4%,且国产膜的成本可能仅为欧洲的30%左右,可有效延续国产设备的价格优势 [11]。
另一些复合隔膜则试图解决碱性电解槽的串气问题。AWE在制氢过程中,隔膜两边会因产气出现压力不平衡的现象,若控制不当氢气会穿透隔膜与氧气混合,极其危险,因此在制氢过程中必须进行压力管理。实际上正是此种需求,造成碱性电解槽难以适应波动性电源。部分隔膜制造商的思路是,通过生产具有优异气体阻隔性的隔膜在物理上解决氢气渗漏,从而给予电解槽适应波动性能源的能力。
本质上,阴离子交换膜电解槽走的正是隔膜升级后的AWE路线。
碱性电解水制氢的高温化也是一种可能的升级方向。简单概括,高温、高压条件下运行,可有效提升电解槽的运行效率。不过高温、高浓度的电解液会造成碱腐蚀问题,造成设备使用寿命下降,因此高温化需搭配更耐腐蚀的材料;高压则带来了系统管理难度的增加。目前高温化仍处于实验室阶段。
海水制氢的研究也不少见。沿海及海上的风电、太阳能资源比较丰富,且水资源几乎无限,是相当理想的可再生能源就地制氢场所。目前的问题是,海水成分非常复杂,其中离子会与碱性溶液发生多种化学反应,严重影响制氢设备运行。尽管在岸的净化海水后制氢的模式不一定会产生过多额外成本,但离岸情况下完全不同。在海上搭建平台的建设成本很高,安装额外的淡化设备更会导致费用飙升,进一步降低本就不太好的经济性。开发能够直接电解海水的设备,也是研究人员与企业的努力方向。
还有一种思路,是针对控制系统进行优化,建立能够适应波动性电源的模型,在不升级制氢设备的情况下通过升级运行策略,避免反复启停,实现稳定运行。
更简单直接的,是为可再生能源接入储能设备,直接在发电端平抑波动,再接入制氢产线。优点自然是可以实现项目的快速落地,缺陷自然是会抬高制氢成本。
可以想见,若上文所述,以及未被提及的技术升级能得到落地,则AWE制氢将大量接入极其廉价的能源,提升经济性,为氢能产业夯实推广基础。进一步说,我国目前在碱性电解槽路线的自主性与技术积累显著优于PEM路线。与其在不太擅长的技术路线强行与海外企业展开竞争,不如深耕强势领域,也是一种十分常见的竞争思路。
三、质子交换膜:国产化机会
PEM制氢的核心部件,质子交换膜的情况更加复杂。
主流的质子交换膜是有机氟化工的末端产品,具备特异性的质子传递功能,除制氢外,还是氢燃料电池,以及同样火热的液流电池的关键部件。
与AWE制氢相比,我国在PEM制氢路线和国外先进水平存在一定差距。质子膜的技术壁垒较高,目前我国相对依赖进口,国产化率偏低,存在一定的卡脖子风险。当然,相应的国产化机会也更加充分。叠加更加广阔的应用空间、政策推动的需求增长,以及作为一种高技术含量产品的更高利润空间,可以认为质子膜将是一个有望快速增长的市场。
本文以制氢设备为主视角,故下文不做额外说明均默认特指电解槽用质子交换膜。
从基本原理看,PEM电解槽内电化学过程为:纯水通过进水通道进入催化层,在直流电源和催化剂的共同作用下,阳极产生氧气和氢离子,氢离子穿过质子交换膜与阴极的电子结合产生氢气。PEM电解槽结构如下图所示,主要由双极板、多孔扩散层、质子交换膜、阴阳极催化层组成 [5]。
![图片来源:碳中和背景下先进制氢原理与技术研究进展<sup>[5]</sup><br>](https://i.aiapi.me/h/2023/03/28/Mar_28_2023_23_48_45_10875346049116771.png)
燃料电池则为PEM电解槽的逆反应装置,电解槽将水电解为氢和氧,燃料电池则是以氢气和氧气作为阳极和阴极的反应物质,最终产出水和电能。
![图片来源:能源界<sup> [12]</sup><br>](https://i.aiapi.me/h/2023/03/28/Mar_28_2023_23_48_45_10875346099734679.png)
尽管电解槽与燃料电池都基于质子膜工作,且结构类似,但产品需求有差异,性能指标不一致,且最终产品的材料体系也很不一样,不能一概而论。
电解槽的整体结构相对简单,但工况更恶劣,要求材料具备更高的使用寿命和耐久度,使得电解槽用膜较电池用膜更厚;燃料电池则从造车需求出发,质子膜需额外的改性处理进行增强,如戈尔公司就采用膨体聚四氟乙烯(ePTFE)作为增强材料,生产超薄质子膜,应用于丰田、现代和本田的燃料电池汽车[13]。
这表明在评估产品时,也需要结合具体的下游应用场景,而不能仅因为一家企业生产质子膜,就简单地认为其具备覆盖多个领域的能力,这其中仍然存在一定区别。
需要说明,PEM电解槽的设备成本是导致成本太高的主因,质子交换膜也是电解槽的核心零件,但在制氢总成本中的占比并不高(约为2.3%),国产化对降本作用并不突出。国产化的主要意义除了商业机会外,也是避免在关键环节遭到国外钳制。
![图片来源:IRENA<sup> [14]</sup><br>](https://i.aiapi.me/h/2023/03/28/Mar_28_2023_23_48_48_10875349064943829.png)
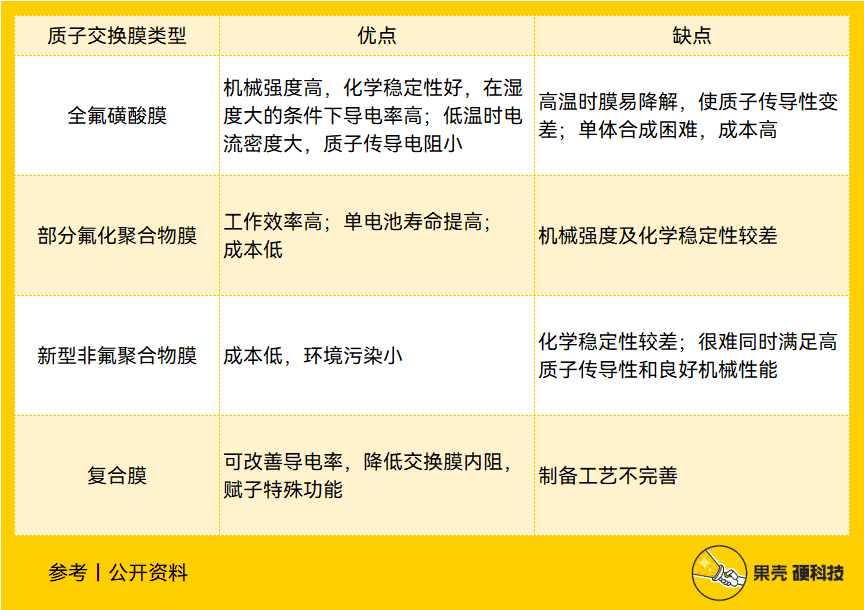
质子交换膜产品主要以氟含量区分,可分为全氟质子交换膜、部分氟化聚合物质子交换膜、非氟聚合物质子交换膜、复合质子交换膜四大类。其中以全氟磺酸质子交换膜最为成熟,综合性能最佳,商业化应用最为广泛。PEM电解槽所使用的正是全氟磺酸膜。
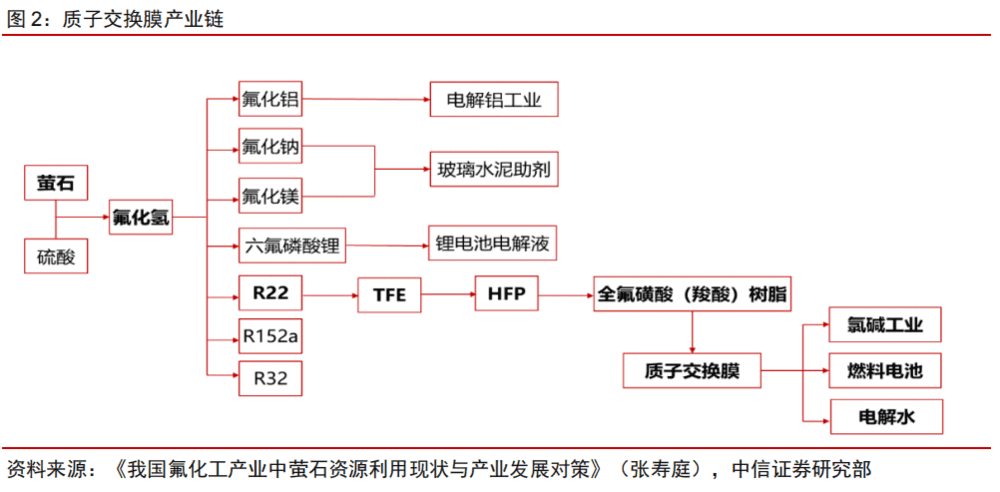
从产业链看,质子交换膜上游是有机氟化工的单体材料,最主流的产品直接材料为全氟磺酸树脂材料,向上延伸至有机氟化工中的四氟乙烯、全氟烷基乙烯基醚等单体材料,向上溯源可以追溯至萤石、氟化氢、制冷剂等原材料[15]。
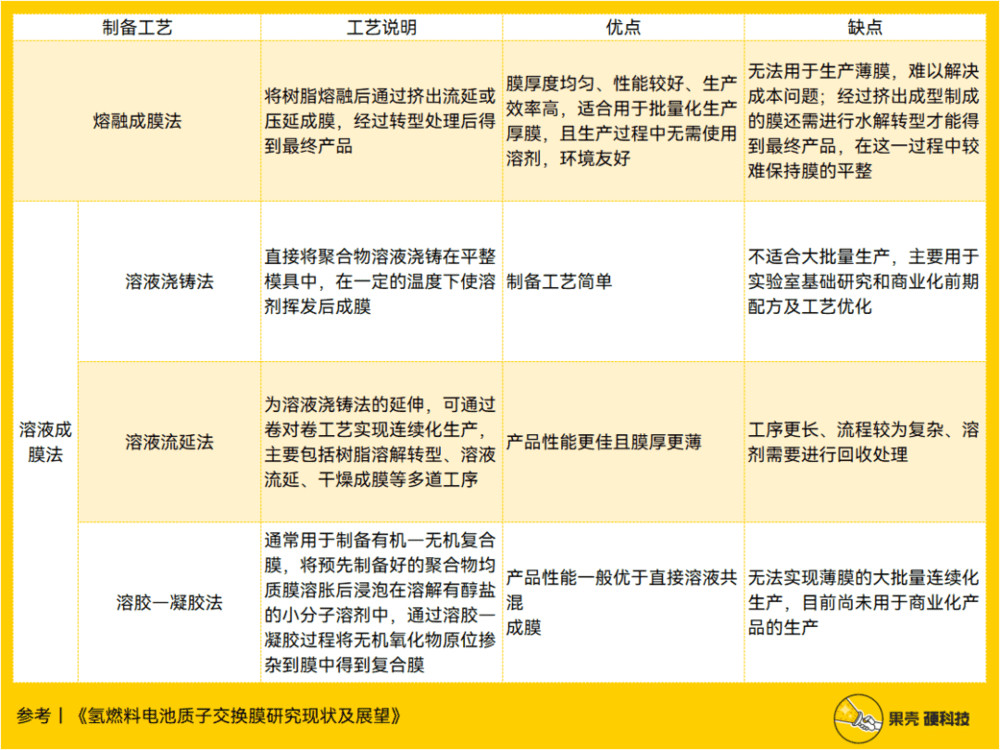
当前,质子交换膜的生产工艺可分为熔融成膜法(熔融挤出法)和溶液成膜法两大类,其中溶液成膜法是当前得到广泛商业化应用的工艺。溶液成膜法还可进一步细分为溶液浇铸法、溶液流延法、溶胶-凝胶法,以溶液流延法为主流[15]。
受制于工艺上的不足,目前各个领域的质子交换膜国产化率均不高,处在追赶阶段。
全球质子交换膜产能基本上被国外垄断。长期以来全氟质子交换膜生产主要集中在美日等发达国家,主要公司包括美国杜邦、陶氏、戈尔,日本旭硝子、旭化成等公司。质子膜领域以杜邦的产品竞争力最为突出,技术积累最为雄厚;燃料电池膜电极则由戈尔公司主导。国内方面,东岳集团为行业龙头,科润新材也有实现量产的质子膜产品。
质子膜从原材料制备阶段难度就比较大。全氟磺酸树脂是一种制备工艺非常复杂的物质,堪称氟化工产业链的技术巅峰,其生产过程涉及大量苛刻反应条件、繁杂工艺、易爆危险品。如何生产化学稳定性、机械强度、电化学性能等指标均满足下游需求的膜材料,就已经对企业提出很高标准。质子膜成膜工艺更是有着很高难度,对设备、车间、产线管理均有严格要求。此外,受先发优势影响,日美等国企业在质子膜领域掌握大量关键专利,如何构建自身专业体系,绕过专业壁垒,也是国内企业面临的难题。
为追赶国际先进水平,本土产业的人才、技术积累以及充足的资本支出必不可少,同时国外领先企业也将给国内企业带来很大压力。我国制氢设备在质子交换膜上遇到的困境与光刻胶行业非常类似,源于我国在特种化学制品领域的后发劣势,弥补这种劣势需要时间。
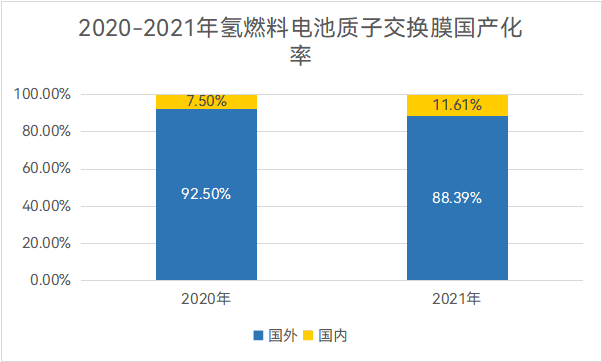
从市占率看,在燃料电池质子交换膜国产化率上,GGII数据显示,2020年国产膜电极质子交换膜需求量为44000m2,其中国产质子交换膜的市场占有率为7.5%,到2021年上升至11.61% [17]。
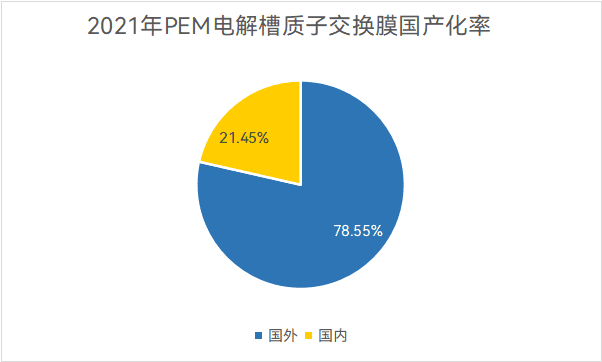
PEM电解水制氢质子交换膜市场规模较小,份额被科慕(原美国杜邦)Nafion™系列膜占据,2021年市场份额高达76%,国产质子交换膜的市场占有率为21.45%。GGII调研显示,东岳集团子公司东岳未来氢能已经完成部分客户前期应用验证,2021年开始国产化替代,市场占有率约为15% [17]。
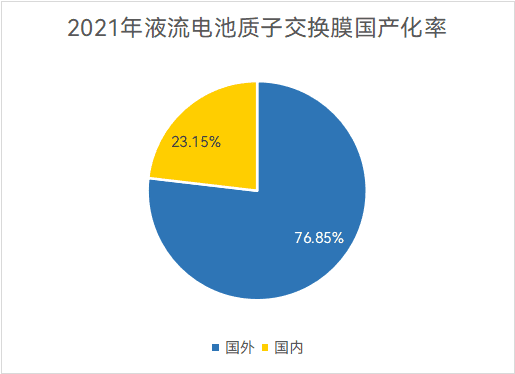
2021年,中国市场液流电池质子交换膜国产化率约为23.15%,主要生产企业为科润新材料和东岳未来氢能,其余国内企业液流电池质子交换膜均处于送样验证阶段。国内市场仍以科慕的全氟磺酸树脂膜为主,市占率达75% [17]。
最后,尽管在本节一开始我们提到质子交换膜具备很强的成长性,但这只是描述其增长潜力,绝对的市场规模暂时还不是很大,未来的增长面临较多不确定性。
理论上氢能汽车应当是质子交换膜用量最大的行业。根据中信证券测算,在2030年燃料电池汽车达到100万辆的情况下,对应的质子交换膜市场空间可达132亿元 [15]。不过我们还是要考虑,燃料电池车增长前景并不是非常清晰,至少目前在竞争力上远不及锂电池电动车,仅在商用车领域有少量应用,且这种应用也多出于示范需要,不一定对电动商用车有决定性优势。
PEM电解槽对应的质子膜市场比较有限。机构预测,到2025年的电解槽市场规模为350亿,以此测算,在成本结构不发生大的变化,且PEM路线完全占据市场的情况下,对应的质子膜市场约为17.5亿元,实际情况只可能远小于这一数字 [18]。此外,工业生产对技术的先进与否向来没有多大兴趣,如果PEM始终无法在成本层面与AWE路线竞争,那对整个制氢业而言,它都不会是最优路线,市场份额也会更小。
全钒液流电池是较为火热的液流电池技术路线之一,主要作为一种有潜力的长时储能技术受到市场关注,2022年3月发布的《“十四五”新型储能发展实施方案》就将百兆瓦级液流电池技术纳入新型储能核心技术装备攻关重点方向之一 [19]。质子交换膜,或称离子交换膜(具体叫法与应用领域有关),应用于电堆,起阻隔不同价态的钒离子以及让氢离子通过的作用。截至2022年10月底,包括备案、开工、在建、中标、招标等的全钒液流电池项目规模合计已达1.3GW/5.4GWh。其中,已经开工、中标和在建的项目合计超过2.0GWh,预计将于2023年逐步落地 [20]。
不过当前的储能路线众多,尚无一个确定的胜出者,且不同储能场景所对应的技术选择也可能不同,全钒液流电池的商业化仍存在较大不确定性。
除了上述应用场景之外,质子交换膜还有一个知名度不高的下游,氯碱行业。更严谨地说,应当是此种有机氟化膜作为离子膜,在氯碱行业得到广泛应用。离子膜法是目前氯碱行业——包括我国在内,最主流的生产工艺,具备耗电低、液碱浓度高、生产自动化程度高、环境污染少等优点,使用率接近100% [15]。全氟离子交换膜为核心材料,由全氟磺酸膜、全氟羧酸膜与聚四氟乙烯增强网布复合而成,同样依赖进口。由于氯碱是非常典型的高耗能行业,扩产极其困难,是标准的存量市场,需求相对固定,机构预估即使完全实现国产替代,对应的规模仅为约4.5亿,未获广泛关注,也在情理之中 [21]。
四、例行降温
在文章的最后,我们还是要例行泼出一盆冷水。
氢能当然是好的,但它也很不成熟。尽管当下的能源产业有少量应用,作为一个行业,氢能远远撑不起它所描绘的愿景。
氢能的不成熟的制约因素,不限于制氢环节,其它如储运,加注,具体商业化落地,配套设施建设,都存在这样或那样的问题。
但我们看到的,却往往是部分企业、投资机构、乃至媒体,都将大量注意力、大量资本最支出倾注在终端的燃料电池,却有意无意忽视了行业的系统性发展。这其实也不难理解,毕竟相较于其它环节,燃料电池最简单,路径也有迹可循——摸着锂电过河,而且企图“投出下一个宁德时代”的人恐怕不在少数。
然而,很难想象,没有遍布全国的电网以及成熟的电池主材制备工艺的情况下,氢能有什么办法能凭空造出宁德时代级别的龙头。在缺乏成熟的产业链与成体系的产业结构前,对着某一个环节试图“力大砖飞”也不太现实。何况目前入局氢能的玩家中,有多少只是出于跟风、蹭热点、说服投资人,甚至是为了骗补而进入氢能产业中的低技术门槛环节,想必读者有自己的判断。
更进一步,氢能也只是众多很有希望的路线之一。虽然它具有如清洁、热值高等一系列优点,但目前全球的能源市场转型浪潮正值八仙过海,未来的主流技术路线有很大不确定性,暂时没有理由认为氢能一定可以胜出,成为未来市场的主宰力量。无论饼画得有多大,至少现阶段也只是画的。
氢能当然有其积极意义,但产业发展不太可能毕其功于一役。希望行业的参与者、推动者能更理智地看待发展的客观规律。急功近利和短视在很多时候是同义词,而头脑一热最可能迎来的大概也只是市场的老拳。
References:
[1] 张锐:全球氢能开发利用竞逐正酣. 国际商报. 2023.03.22. 中国石油新闻中心 http://news.cnpc.com.cn/system/2023/03/22/030096412.shtml
[2] 俞琪:绿氢电解槽迎招标热潮!1-2月出货量已超去年全年,这些上市公司布局相关业务. 财联社. 2023.03.19 https://www.cls.cn/detail/1297804
[3] 俞红梅, 邵志刚, 侯明, 衣宝廉, 段方维, & 杨滢璇. (2021). 电解水制氢技术研究进展与发展建议. 中国工程科学, 23(2), 146-152.
[4] 李建林, 李光辉, 梁丹曦, & 马速良. (2021). “双碳目标” 下可再生能源制氢技术综述及前景展望. 分布式能源, 6(5), 1-9.
[5] 陈彬, 谢和平, 刘涛, 兰铖, 林魁武, & 章远. (2022). 碳中和背景下先进制氢原理与技术研究进展. 工程科学与技术, 54(1), 106-116.
[6] IEA:Global Hydrogen Review 2022. 2022.09 https://www.iea.org/reports/global-hydrogen-review-2022
[7] 中国经济网:年产3300万吨!我国已成世界最大制氢国. 2023.3.23 http://www.ce.cn/cysc/ny/gdxw/202203/23/t20220323_37427521.shtml
[8] 隆基新闻:2022年中国电解槽出货排名出炉,隆基氢能跻身全国前三. 2022.12.15 https://www.longi.com/cn/news/trendbank-2022-hydrogen/
[9] 华安证券:乘风而起,电解槽技术掀起氢能浪潮. 2023.3.16
[10] 黄泽龙,赵丽妹,付毅飞:全球首台套单体产氢量2000Nm³/h水电解制氢装备成功下线. 科技日报. 2022.12.16. 中国科技网. http://stdaily.com/index/kejixinwen/202212/c09b1995021f43219eb8d14dbd1063b9.shtml
[11] 彭博新能源财经:中国电解槽制造商:一窥究竟. 2022.12.15. https://mp.weixin.qq.com/s/Cou1S64xdn8_qvQLkcMHag
[12] 能源界:氢燃料汽车是如何工作的?氢燃料是如何实现储运的?. 2019.1.22. http://www.nengyuanjie.net/article/22964.html
[13] 万年坊. (2022). 质子交换膜水电解制氢膜电极研究进展. 化工进展, 41(12), 6385-6394.
[14] IRENA:Green hydrogen cost reduction. 2020.12. https://www.irena.org/publications/2020/Dec/Green-hydrogen-cost-reduction
[15] 中信证券:氢能与燃料电池|质子交换膜百亿市场,国产化替代势在必行. 2022.4.16. https://mp.weixin.qq.com/s/DK6gNqlIiE4VT0SN9aAnPA
[16] 俞博文. (2021). 氢燃料电池质子交换膜研究现状及展望. 塑料工业.
[17] 新产业智库:GGII:质子交换膜国产化替代空间探究. 2022.5.16. https://mp.weixin.qq.com/s/QhRfTnNQ6OX6J0dNld5COw
[18] 华鑫证券:氢能行业星辰大海,电解水制氢如日方升. 2023.3.13
[19] 国家发展改革委,国家能源局:《“十四五”新型储能发展实施方案》.2022.03 https://www.ndrc.gov.cn/xxgk/zcfb/tz/202203/t20220321_1319772.html
[20 ] 北极星电池网:从小透明到储能新贵:全钒液流电池产业或迎春天.2023.3.16 https://news.bjx.com.cn/html/20230316/1295163.shtml
[21] 并购优塾:质子交换膜产业链跟踪:东岳集团 VS 泛亚微透 VS 东材科技,产品?技术?产能?. 2022.8.3
本文来自微信公众号:果壳硬科技 (ID:guokr233),作者:陈闷雷,编辑:编辑:李拓